熱(rè)銷產(chǎn)品

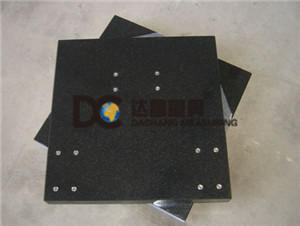
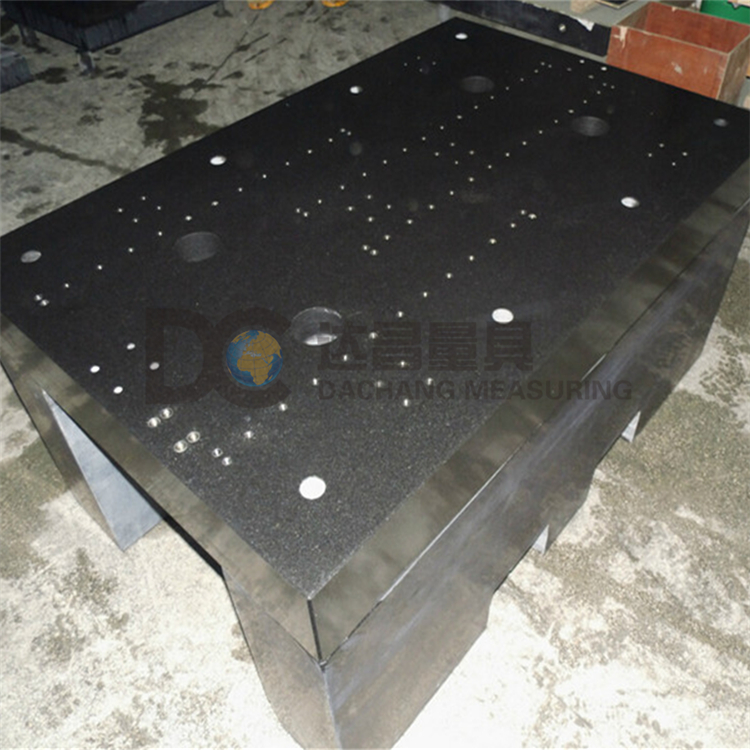
為(wéi)什麽鏜床工作台的工作麵上有孔和T型槽
發布者:達昌機械(xiè)2019年(nián)05月23日
鏜(táng)床工作台在加工時會打孔,孔和T型槽,用來固定工件,和清(qīng)理加工時產生(shēng)的鐵屑。打孔一般使用標準(zhǔn)的麻花鑽,鑽頭使用次數多了以後 會發鈍,粗磨時,一般後(hòu)麵的下部先接觸砂輪,左手上擺進行刃磨,精(jīng)磨時(shí),一般切削刃先接觸砂輪,左手下擺進行刃(rèn)磨,而(ér)且磨銷量要小,刃磨時間短。在刃磨的過程中,要隨時檢查角度的正確性和對稱性,同時還要隨時將鑽頭浸入水中冷卻以免退火。
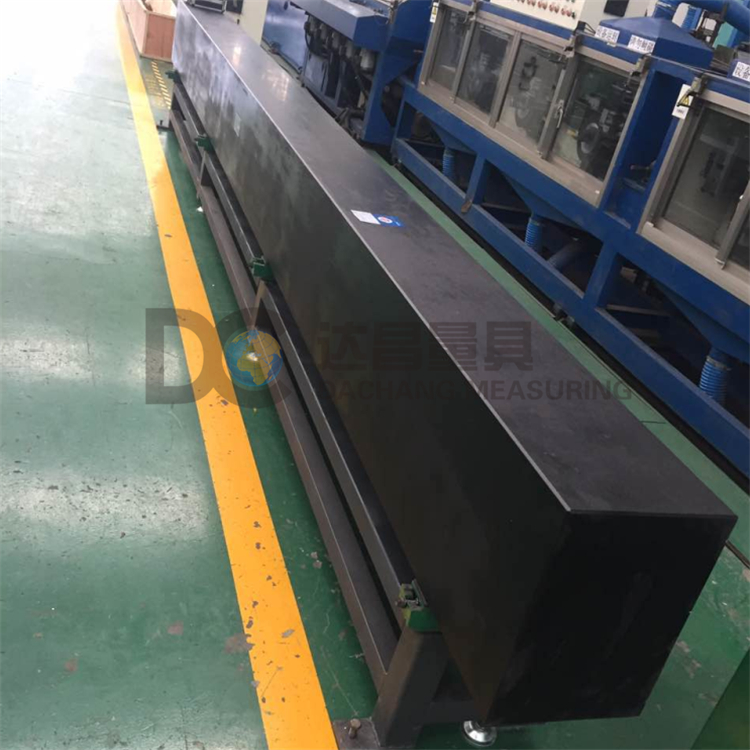
鏜床工作台在加(jiā)工時會(huì)打(dǎ)孔,打孔一般使用標準的麻花(huā)鑽,鑽頭使(shǐ)用次數多了以後 會發鈍,刃(rèn)磨時,右手(shǒu)握住鑽頭的工作部分,食指盡量可能靠近切削部分作鑽(zuàn)頭擺動的支點,並掌握好鑽頭繞軸心線的轉動和假造砂輪上(shàng)的壓力。將主切(qiē)刃與(yǔ)砂輪中心平麵放置在一個(gè)水平麵內,而且使鑽頭的軸線與(yǔ)砂輪圓柱麵母線在水(shuǐ)平麵內的夾角為60度,左手握住(zhù)鑽柄作上下擺動。鑽頭轉動的目(mù)的是使整個後麵都能磨到,上(shàng)下擺動磨出不同的角,兩手的動作須穩定,保(bǎo)持一致,轉動的(de)同時上下擺動(dòng),磨好(hǎo)一個主切削刃以後,翻轉180度磨(mó)另一個主切削刃。
