
高精(jīng)度的劃線平台是人(rén)工刮研的
發(fā)布者:達昌機械2019年06月22日
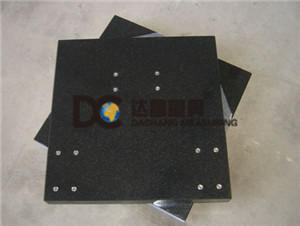
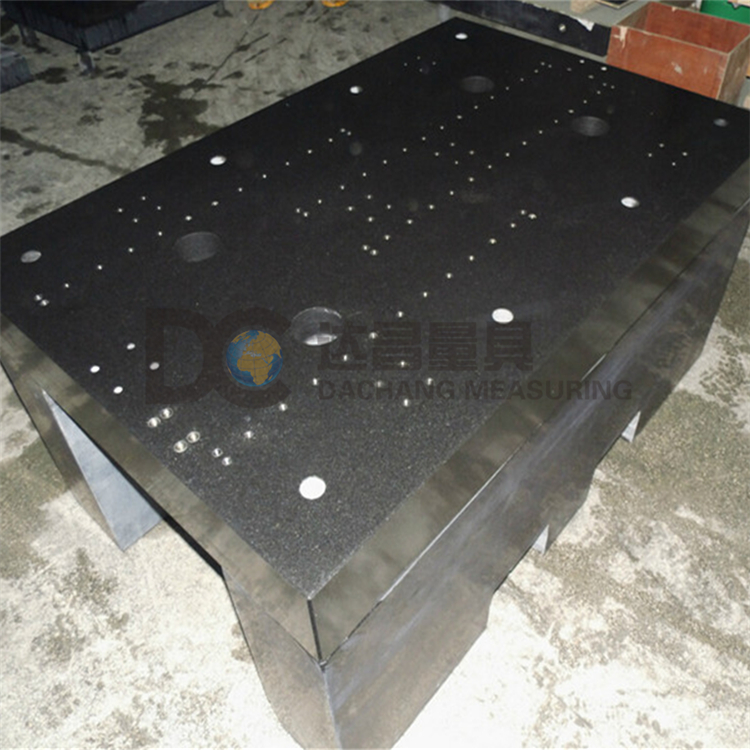
高精度的劃線平台是要經過人工刮研的,是劃線(xiàn)平板粗刮:鑄鐵平板工作(zuò)麵比較粗糙、機加工(gōng)痕跡較深或表麵嚴重生鏽、工作麵不平或扭曲、鏟刮餘量在0.005mm以上時,應先粗刮。
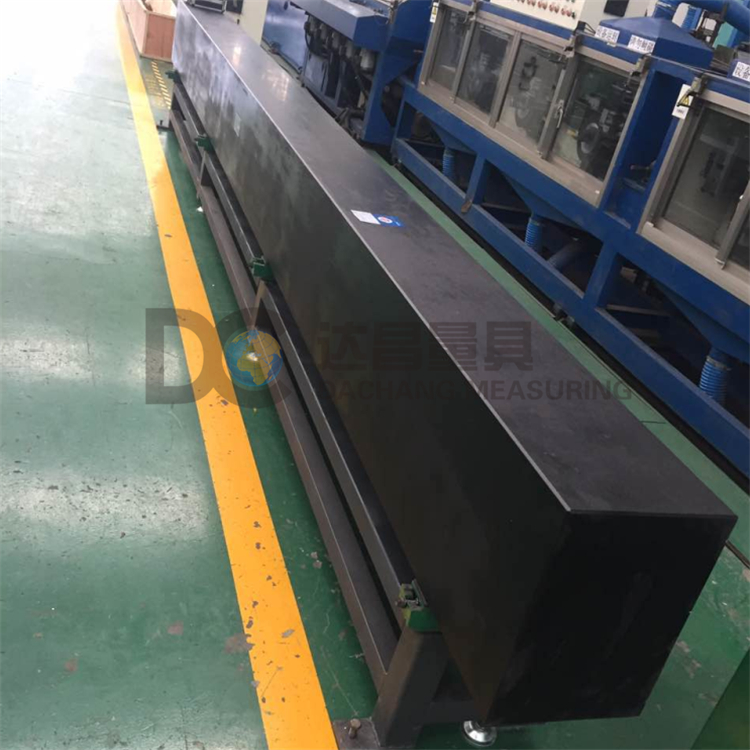
粗(cū)刮劃線平台是采(cǎi)用人工用(yòng)長刮刀,行(háng)程較長(10mm~15mm之間),刀痕較寬(10mm),刮刀痕跡順向(xiàng),成片不重複。機械加工的刀痕刮除(chú)後,即可塗稀釋的氧化(huà)鐵紅,用平尺(chǐ)研點,並按顯(xiǎn)出的高點刮削。當劃線平台,鑄鐵平台表(biǎo)麵研點每25㎡×25㎡上為4~6點並留(liú)有細刮加工餘量時,可開始細刮。
劃線(xiàn)平台進行細刮時 是(shì)將粗刮(guā)後的高點刮去,其 點是采用短刮法(刀痕寬約6mm,長5mm~10mm),研點分散快。細刮時要朝著一個方向刮,刮完一遍(biàn),刮二遍時要成45度或60度方向交叉刮(guā)出網(wǎng)紋。當平均研點每25㎡×25㎡上為10~14點時,劃線平台細刮 算完成(chéng)了。
